 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





descrição
método de cálculo da condição de trabalho da fábrica final
|
● velocidade de corte (velocidade linear) cálculo vc a distância em que um ponto na circunferência dos movimentos da lâmina da fábrica final por minuto pode ser calculada usando a seguinte fórmula: |
|

|
v = velocidade de corte (m/min) π=3.14 d = diâmetro (mm) n = velocidade de rotação (mm-fo) |
|
● velocidade de rotação cálculo de rotaçõespeed o número de revoluções por minuto do eixo mecânico que segura o moinho final pode ser calculado usando a seguinte fórmula: |
|
 |
n = velocidade de rotação (mm-fo) v = velocidade de corte (m/min) π=3.14 d = diâmetro (mm) |
|
● taxa de alimentação cálculo da taxa de alimentação a velocidade de alimentação da mesa de trabalho por minuto pode ser calculada pela seguinte fórmula  f = taxa de alimentação (mm/min) n = velocidade de rotação (mm-1) z = número de flauta f = taxa de alimentação da flauta (mm/1flute) |
|
|
● feed para dentes cálculo da alimentação com menos a distância em que um ponto na circunferência dos movimentos da lâmina da fábrica final por minuto pode ser calculada usando a seguinte fórmula:  f = taxa de alimentação da flauta (mm/1flute) f = taxa de alimentação (mm/min) n = velocidade de rotação (mm-1) z = número de flauta |
|
|
● tempo de trabalho cálculo do tempo de trabalho o tempo necessário para cortar o material da peça de trabalho pode ser calculado usando a seguinte fórmula  tc = tempo de trabalho (min) l = comprimento total de trabalho (comprimento do material de trabalho + diâmetro da lâmina do moinho final) f = taxa de alimentação (mm/min) |
|
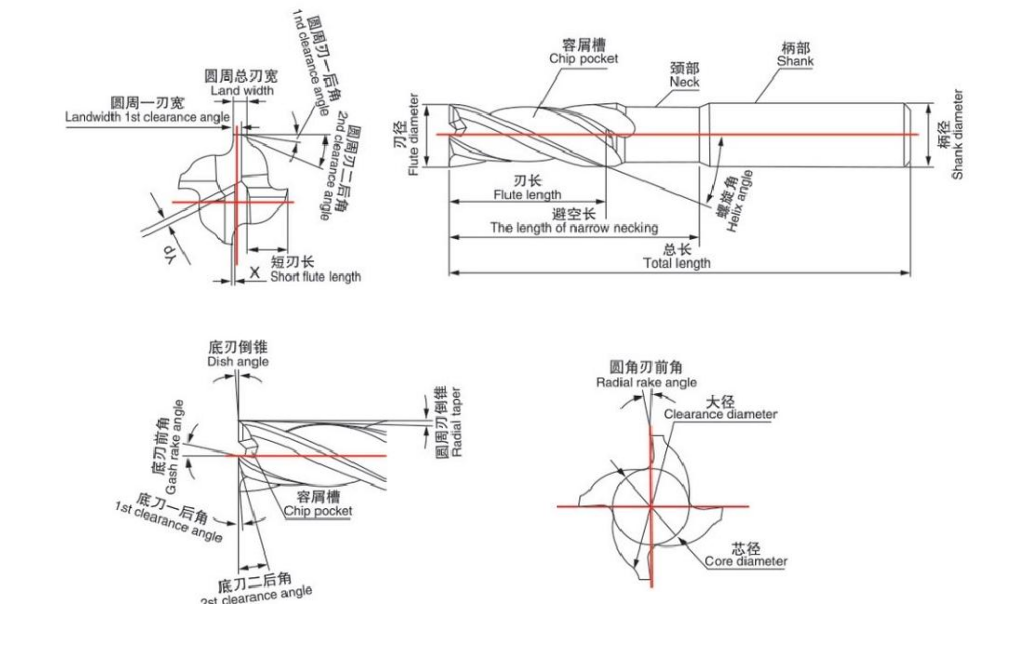
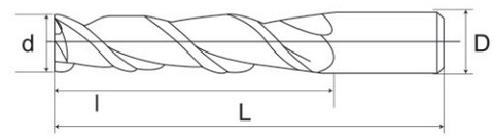
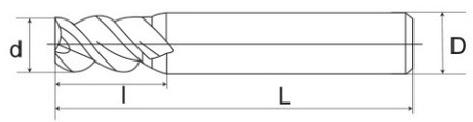
nome de cada parte do cortador de moagem
série cutter de moagem
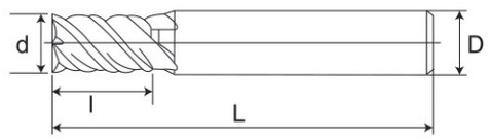
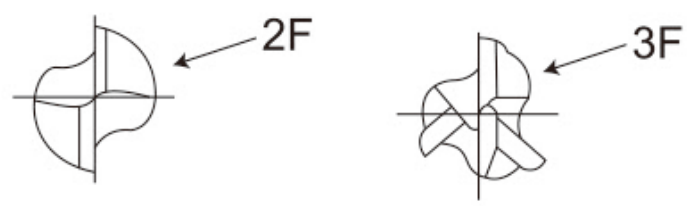
formato de moinho final do tipo de fábrica

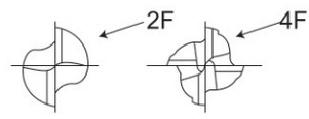
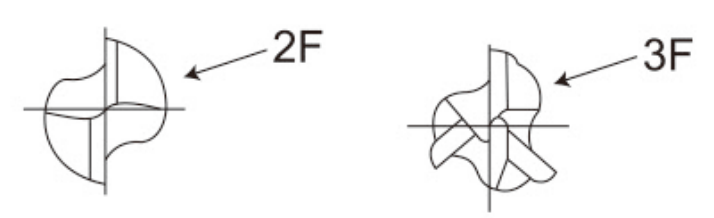
mills finais de 2 flauta/4 flauta
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6μm

|
d |
eu |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
flutão de 2 flauta/4 flauta prolongado
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6 μm
|
d |
eu |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ atenção especial:
1. esta tabela é o valor padrão para a moagem lateral. quando a ferramenta está grooving, a velocidade deve ser de 60% ~ 80% da tabela abaixo e a velocidade de alimentação deve ser de 50% ~ 70% como o valor padrão.
2. use máquinas-ferramentas de alta precisão e titulares de ferramentas.
3. use refrigeração de ar ou fluido de corte que não produz facilmente fumaça.
4. a moagem lateral é recomendada para moagem para baixo.
5. se a rigidez da máquina -ferramenta e a peça de trabalho for ruim, ocorrerá vibração e som anormal. neste momento, a velocidade e a velocidade de alimentação na tabela abaixo devem ser reduzidas ano a ano.
6. mantenha a ferramenta sobrecarregada o mais curta possível, sem interferência.
condições de corte
|
2 flauta |
|||||||||||||||
|
materiais processados |
ferro fundido ferro dúctil |
aço de carbono \ aço de alla |
aço carbono \ aço de liga ~ 30hrc |
phs \ qt aço ~ 40hrc |
aço inoxidável |
phs \ qt aço ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
feeding (mm/min) |
rpm (min-¹) |
alimentação (mm/min) |
rpm (min-) |
alimentação (mm/min) |
rpm (min-¹) |
alimentação (mm/min) |
rpm (min-?) |
feeding (mm/min) |
rpm (min-¹) |
alimentação (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 flauta |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
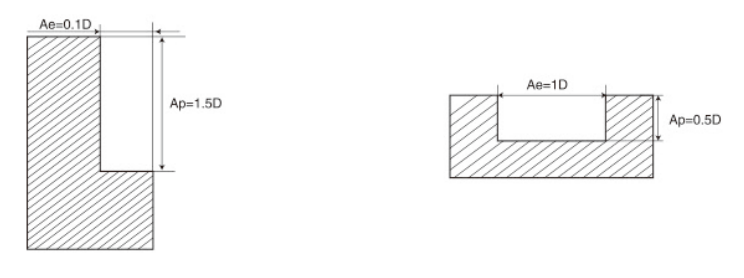
profundidade máxima de corte |
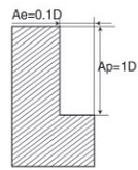 ae = 0,1d ap = 1d |
ae = 0,05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
moinho de extremidade de 2 flauta/3 flauta para liga de alumínio
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 grain tamanho = 0,6 μm
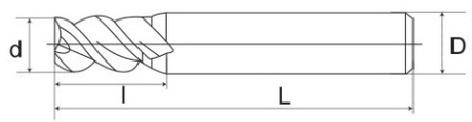

|
d |
eu |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
liga de alumínio de 2 flass/3 flass.
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6μm

|
d |
eu |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ atenção especial:
1. a tabela a seguir mostra os valores padrão para a moagem lateral. quando a ferramenta está grooving, a velocidade deve ser de 60% ~ 80% da tabela abaixo e a velocidade de alimentação deve ser de 50% ~ 70% como o valor padrão.
2. use máquinas-ferramentas de alta precisão e titulares de ferramentas.
3. use refrigeração de ar ou fluido de corte que não produz facilmente fumaça.
4. o moinho de baixo é recomendado para moagem lateral.
5. se a rigidez da máquina -ferramenta e a peça de trabalho for ruim, ocorrerá vibração e som anormal. neste momento, a velocidade e a velocidade de alimentação na tabela abaixo devem ser reduzidas ano a ano.
6. mantenha a ferramenta sobrecarregada o mais curta possível, sem interferência.
condições de corte de alumínio
|
2flute |
||||
|
materiais processados |
liga de alumínio |
liga de alumínio de silício si≤10% |
||
|
d (mm) |
rpm (min- ') |
alimentação (mm/min) |
rpm (min-¹) |
alimentação (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
departamento de corte máximo
|
investigação
categorias de produtos relacionados
- china tungstênio anéis de rolos de carboneto
- bits de perfuração da china cimentou carboneto
- china 3/4 cnc end mill
- china cnc machine end mills
- china personalizada haste de carboneto de tungstênio
- china fim mill aluminium cnc router
- fornecedor de moinho de endurecimento de áspera cnc
- moagem de final cnc de moagem
- fornecedores de moinho de extremidade cnc
- inserções de carboneto de face cimentado de carboneto
- finive mill bit
- 4 flauta cnc end mill

