 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





descrição
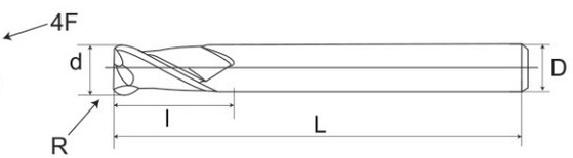
moinho de extremidade de bola de 2 flas
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6μm


|
d |
eu |
l |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
flutue ball end mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6 μm


|
d |
eu |
l |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
condições de corte
|
materiais processados |
ferro fundido ferro dúctil |
stee de carbono alay aço ~ 750n/mm2 |
aço de carbono \ aço de alla 30hrc |
phs \ qt aço 40hrc |
aço inoxidável |
phs \ qt aço ~ 50hrc |
||||||
|
d (mm) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
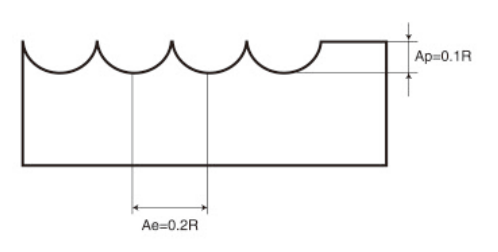
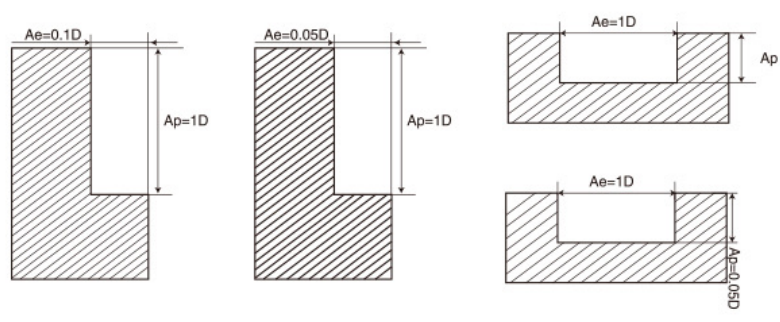
profundidade máxima de corte |
|
 |
||||||||||
◆ atção especial:
1. esta tabela é o valor padrão para a moagem lateral. quando a ferramenta está grooving, o rpm deve ser de 60% ~ 80% da tabela abaixo e o federado deve ser de 50% a 70% como o valor padrão.
2. use máquinas-ferramentas de alta precisão e titulares de ferramentas.
3. use refrigeração de ar ou fluido de corte que não produz facilmente fumaça.
4. a moagem lateral é recomendada para moagem para baixo.
5. se a rigidez da máquina -ferramenta e a peça de trabalho for ruim, ocorrerá vibração e som anormal. neste momento, o rpm e o federado na tabela abaixo devem ser reduzidos ano a ano.
6. mantenha a ferramenta sobrecarregada o mais curta possível, sem interferência.
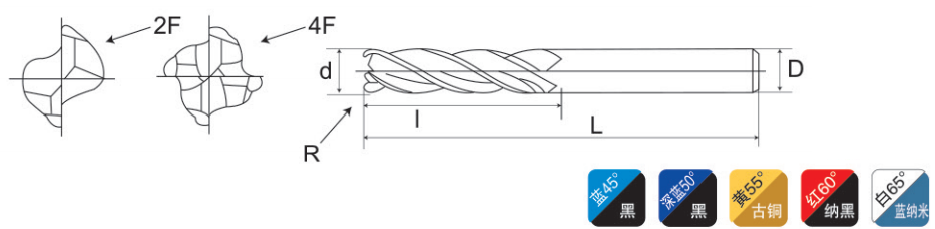
flutue de 2 flauta/4 flauta redondo-final
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6μm
2f

|
d |
eu |
l |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
flutu
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 tamanho de grão = 0,6μm
|
d |
eu |
l |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ atção especial:
1. esta tabela é o valor padrão para a moagem lateral. quando a ferramenta está grooving, o rpm deve ser de 60% ~ 80% da tabela abaixo e o federado deve ser de 50% a 70% como o valor padrão.
2. use máquinas-ferramentas de alta precisão e titulares de ferramentas.
3. use refrigeração de ar ou fluido de corte que não produz facilmente fumaça.
4. a moagem lateral é recomendada para moagem para baixo.
5. se a rigidez da máquina -ferramenta e a peça de trabalho for ruim, ocorrerá vibração e som anormal. neste momento, o rpm e o federado na tabela abaixo devem ser reduzidos ano a ano.
6. mantenha a ferramenta sobrecarregada o mais curta possível, sem interferência.
condições de corte
|
2flute |
||||||||||||||||||||
|
materiais processados |
ferro fundido ferro dúctil |
aço carbono alay aço ~ 750n/mm2 |
aço carbono alay aço ~ 30hrc |
phs \ qt aço ~ 40hrc |
aço inoxidável |
phs \ qt aço ~ 50hrc |
||||||||||||||
|
d (mm) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
rpm (min-¹) |
federado (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
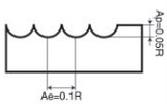
profundidade máxima de corte
|
 |
|||||||||||||||||||
solid carbide flut hask end mill (flauta padrão)
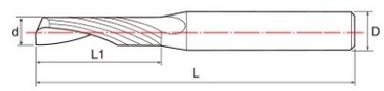

aplicações de cortador de moagem: aço inoxidável, ferro fundido, alumínio, cobre, grafite, plásticos, materiais compósitos, ligas de titânio, níquel, aço resistente ao calor, aço não liga, aço de baixa liga <24 horas, aço de alta liga
<30hrc 、 aço endurecido 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
especificação |
especificação |
||||||
|
d |
d (h6) |
l1 |
l |
d |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
carboneto sólido de três ou quatro flautes, ponta de nariz mil
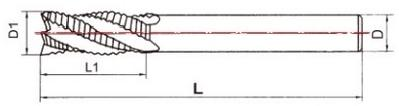


aplicações de cortador de moagem: aço inoxidável, ferro fundido, alumínio, cobre, grafite, plásticos, materiais compostos,
liga de titânio, níquel, aço resistente ao calor, aço não-liga, aço de baixa liga <24 horas, aço de alta liga <30hrc, aço endurecido 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
especificação |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
investigação
categorias de produtos relacionados
- china final
- a china cimentou a fábrica de carbonetos de tungstênio
- china brill end mill
- china nomad tools cnc end mills
- china fim mill aluminium cnc router
- china cnc carbon fiber end mill
- anéis de rolos de tungstênio polidos
- moinho de extremidade de carboneto cnc
- cnc end mill 3 16
- ferramentas de corte de carboneto cimentado
- hastes de carboneto de porcelana sólida
- fornecedores de ferramentas de corte de carboneto

